1、工藝流程圖
2、工藝流程介紹
砌塊機成型后的磚坯經接板機輸送到升板機,升板機依次從最高層到1層將磚坯單次雙板送入養護架的各層,養護架各層裝滿后(磚坯養護架隔空分開),輸送到搬運車位,同時側面的吊架機吊入空養護架;搬運車將搬運車位上的養護架頂起,搬運車前進進入擺渡車,擺渡車待搬運車進入完畢后行走到設定對應的養護室位置,對軌定位完畢,搬運車前進進入養護室,搬運車將養護架依次從最深一架到最淺一架放入養護室,該養護室放滿后按設定的養護室開關條件自動切換擺渡車的養護室位置,實現無人操作自動循環地將各個養護室放滿養護架;與此同時另一搬運車依次從最淺一架到最深一架將養護架搬運到該養護室邊等待;碼磚機側的卸板機養護架空時,擺渡車被呼叫到該養護室對軌完成,搬運車進入擺渡車,擺渡車行走到碼磚機軌道,搬運車進入碼磚機并放下養護架后,退回擺渡車繼續按設定的養護室開關條件將養護室的養護架依次取空;
當碼磚機將養護架依次從第一層到最高層取空后,空架子經吊架機吊起并送到回架輸送機送到升板機側等待,放在碼磚機等待的養護架進入碼磚機卸板位,繼續該架卸空,形成養護架閉環;碼磚機的分板機將卸下磚板送入分磚機構,分離后的板經碼板機及回板輸送機送到砌塊主機的上板機繼續循環,形成托板閉環;分離后的磚經過重新編排,碼垛成相應磚規格的成品垛;覆膜機在碼垛時自動將輕質棉覆在磚面上,有效保護磚面;繞膜機在成品垛送出時繞上塑料膜,達到更好的養護;最后打包機將成品垛捆扎上塑鋼帶,叉車將成品垛叉出,形成全自動機械化生產。
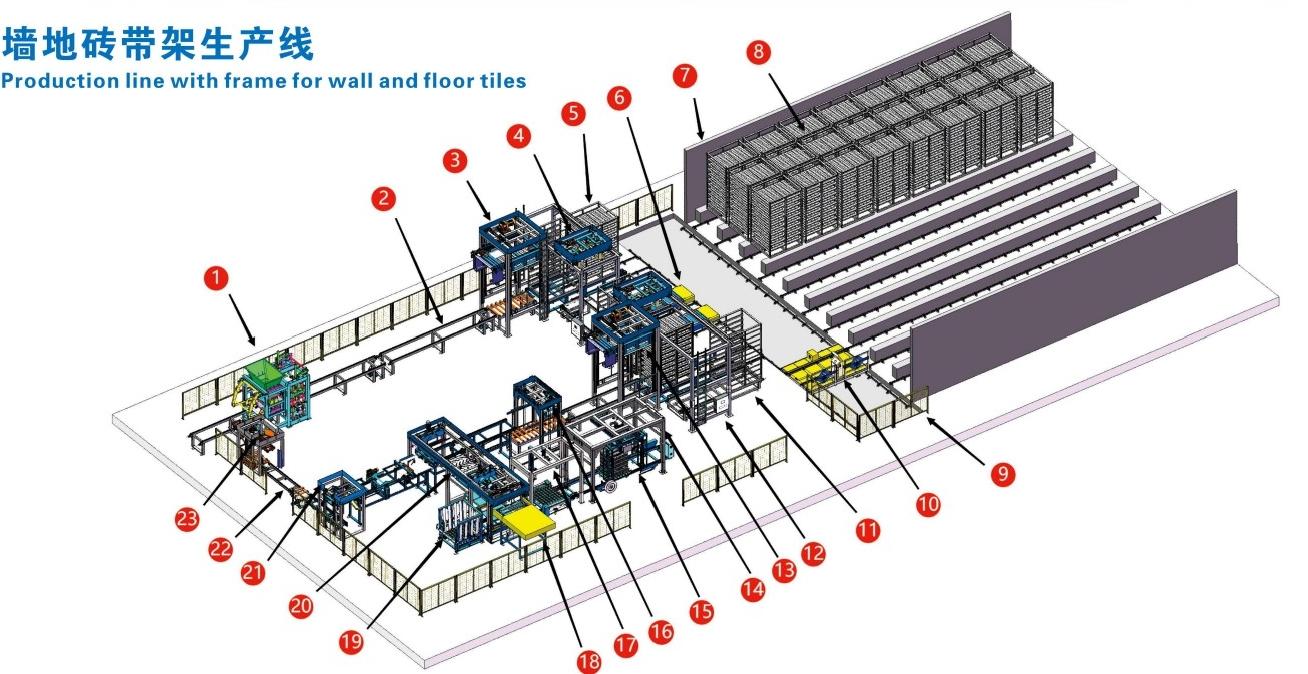
二、方案圖

1.制磚機 2.送板機 3.升板機 4.吊架機 5.置磚架 6.搬運車 7.隔溫板 8.養護室 9.安全防護欄 10.擺渡車 11.回架機 12.成品架 13.降板機 14.打包機 15.成品垛 16.抬板機 17.繞膜機 18.覆膜機 19.托盤倉 20.碼垛主機 21.碼板機 22.回板架 23.上板機
三、特點及優勢
1.同子母車生產線具備相同功能(隔空養護);
2.養護室架子各自獨立,地基基礎要求低(20公分的水泥硬化);
3.替代叉車搬運,無油耗;
4.立體存放集中養護,更好養護效果,提高產品質量;
5.立體存放密閉養護,保溫降耗,節能減排
6.四向行走,靈活適應場地,提高土地資源利用率;
7.具備物聯網,可隨時查看設備狀態。
8.結構簡單獨立,施工周期短;
布置靈活,可以適應以下5種場地布局:
布局一
成型主機、碼磚機集中一起,養護室在其側面,碼磚后托板直接回到成型主機,形成閉環

布局二
成型主機、碼磚機集中一起,養護室在其對面,碼磚后托板直接回到成型主機,形成閉環

布局三:
成型主機、碼磚機分開,養護窯一側入窯、對面側出窯,碼磚機在養護窯側面,回板通過側面回到成型主機,形成閉環

布局四:
成型主機、碼磚機分開,養護窯一側入窯、對面側出窯,碼磚機在養護窯對側面,回板通過養護窯側面回到成型主機,形成閉環

布局五:
成型主機、碼磚機分開,養護窯一側入窯、對面側出窯,碼磚機在養護窯對側面,回板通過擺渡搬運轉入回板系統,形成閉環

四、配置清單介紹

1、升降板機
升板機:砌塊機成型的磚坯進入到升板機的叉臂,升板機升起到架子的最高一層,叉臂前進,到位后下降,磚坯放置到架子的最高一層,后退降到底部,繼續依次逐層從上往下放入磚坯
降板機:降板機的叉臂前進到架子的底部,叉臂上升將架子第一層的磚托起,叉臂后退,架子第一層磚取出,后退到位下降放到碼磚機輸送機上,繼續前進上升依次從下到上逐層取出架子的磚。

2、吊架機
吊架機:降板機取空架子后,碼磚側的吊架機爪子下降,下降到位伸出勾住架子上梁,升起架空,吊架行走到到回架輸送機位,爪子下降收回,完成空架轉移到回架輸送;回架輸送將空架輸送到砌塊主機側,另一吊架機下降伸出勾住架子,升起架空,吊架機行走到升板機位,爪子下降收回,將空架送到升板機,完成架子的循環生產使用。
出入架輸送:吊架機行走到出入架輸送位,入架時,出入架輸送正轉送入空架,吊架機下降將空架吊起轉移到回架輸送;出架則將空架放下,出入架輸送反轉送出空架,叉車叉離空架,實現架子進出維護及主機與碼磚機間的架子緩沖。

3、置磚架輸送
升板機側的置磚架輸送:升板機依次從架子的最高層到一層送入磚坯完成后,置磚架輸送騰出空位讓吊架機吊入空架,讓升板機與架子間無縫銜接,架子與搬運車間有等待緩沖。
降板機側的置磚架輸送:置磚架輸送將等待位上的架子送入降板機,騰出空位讓搬運車再次送入架子,讓降板機與搬運車間有等待緩沖

4、搬運系統
搬運系統由擺渡車及搬運車組成,擺渡車橫向行走,橫向切換搬運車的軌道,軌道切換定位完畢后,搬運車縱向行駛,完成將升板機側的滿架依次送入各個養護室;搬運車根據設定的養護室各個開關條件將養護室養護完成的架子依次取出,放置到碼磚機的降板等待位。
理論壽命:5-7年
舉升行程:100mm
舉升載荷:額定10T
單次滿電可用時間:12小時
充電時間:4小時
擺渡車速度:37米/分
搬運車速度:37米/分

5、養護架
養護架兩側角鐵分別掛住托板邊,角鐵間的間距大于托板+制品高度,將每層之間架空隔開存放養護。
架子層數:3米/(制品高度+板厚+40)
架子板數:架子層數*(2.2米/托板寬)
架子數量:每日產量/架子存放板數

6、養護室
存放養護架密閉空間,地基基礎20公分水泥硬化,磚砌的放置墩
養護室數量:(日產量/架子存放數量)+1(生產循環)



微信
截屏,微信識別二維碼
微信號:18965757392
(點擊微信號復制,添加好友)
 盛科智能裝備
盛科智能裝備